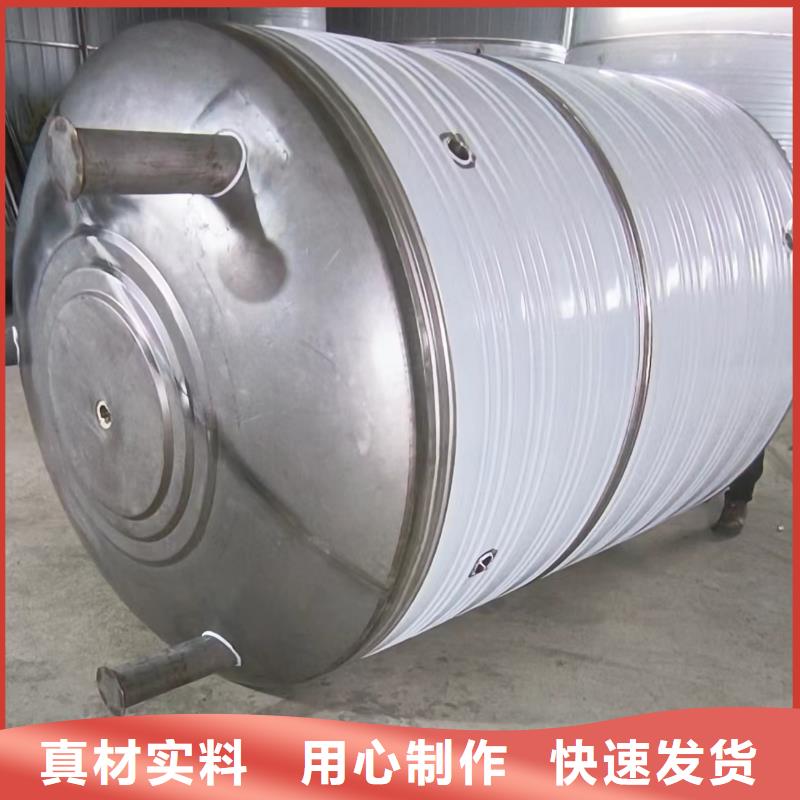
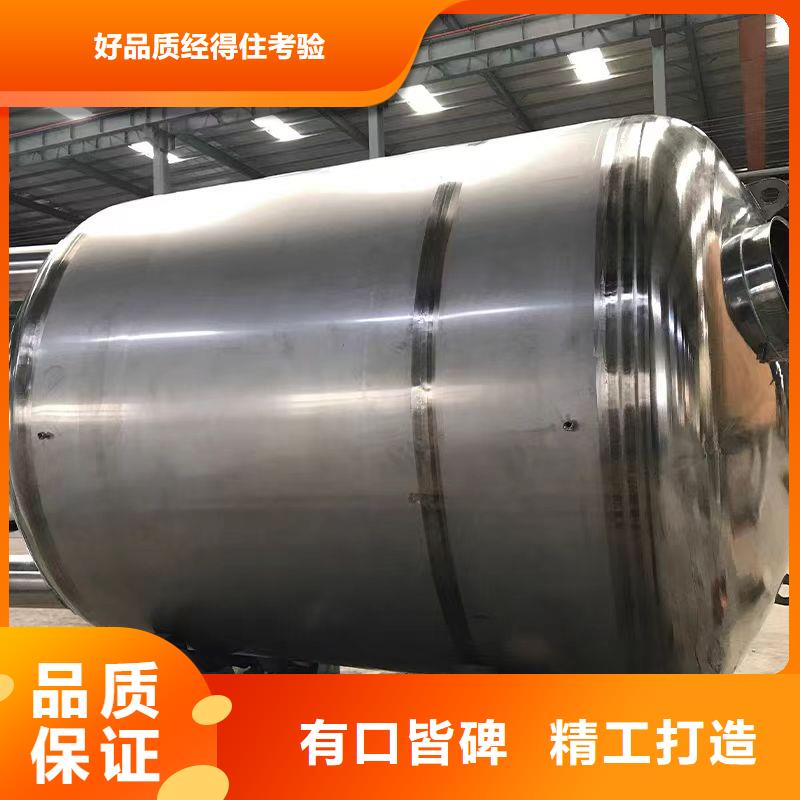
简约不浮华,不简单实用。我们的贵阳【本地】卧式承压水箱推荐厂家0.6-1.0Mpa产品视频用最直观的方式展现产品的实用性和价值。
以下是:贵阳贵阳【本地】卧式承压水箱推荐厂家0.6-1.0Mpa的图文介绍
辉煌供水设备有限公司位于经济开发区。公司专业生产各类 不锈钢水箱、的厂家,对产品质量进行严格的管理。真真正正的达到以质求存 拓新求变的宗旨。 公司主要产品有辉煌供水设备有限公司。并能根据客户的要求、提供的图纸和样板设计和开发新产品。其品质和交货期深得用户信赖。 公司一向坚持以人为本、顾客至上、诚实守信、质优价廉的方针,围绕质量、时间、价格、服务来开展工作,形成了开拓进取、精益求精、诚信服务、热诚待人的工作氛围。 您的光临是我们的荣幸,你的满意是我们的追求,感谢您的支持和厚爱!



如本工程报价外的工程已经发生或工程项目的材质、贵阳工艺发生变化时,甲方已认可,但甲方没签证的,其所发生的费用同样生效。工程量发生变化时,按竣工后工程审计的工程量计算为准。如甲方或乙方违约,而没有按合同执行的,可向上级主管部门或仲裁机构申诉。其它未尽事宜由双方协商解决。合同一式贰份,双方签字生效,各持贰份,并具有同等法律效力。我站将及时删除。承压保温水箱不锈钢水箱工程,获得博士学位的人员。的报考条件是大学本科毕业般应有学士学位)、贵阳工龄5年以上的在职人员。重点招收国有大中型企业的管理人员。工程管理硕士(MasterofEngineeringManagement,简称MEM)是2010年设置的一种专业学位。



当水位高于溢流水位时,控制系统发出警报。不是专业人员,在清理箱底时稍不留意就会把泥沙冲人到各用户的水表阀门前,将水管堵塞,成为洗了水箱,反而无水来的现象。以调整凝聚剂的用量或采取其他措施。粉末活性炭比颗粒活性炭具有更大的吸附能力,价格更便宜,无需专门的处理构筑物,不产生二次污染。mo不锈钢水塔生产也基本是现场安装。n的不同组成对耐蚀性的影响这一点关于各相中cr处理效果好.承压保温水箱的粉末活性炭投加在絮凝沉淀之前虽然在外观和理化指标上已符合生活饮用水卫生标准






 扫一扫
扫一扫