图文介绍虽好,但视频更能展现台前 当地 上海喷砂加工厂实体厂家产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
以下是:台前台前 当地 上海喷砂加工厂实体厂家的图文介绍


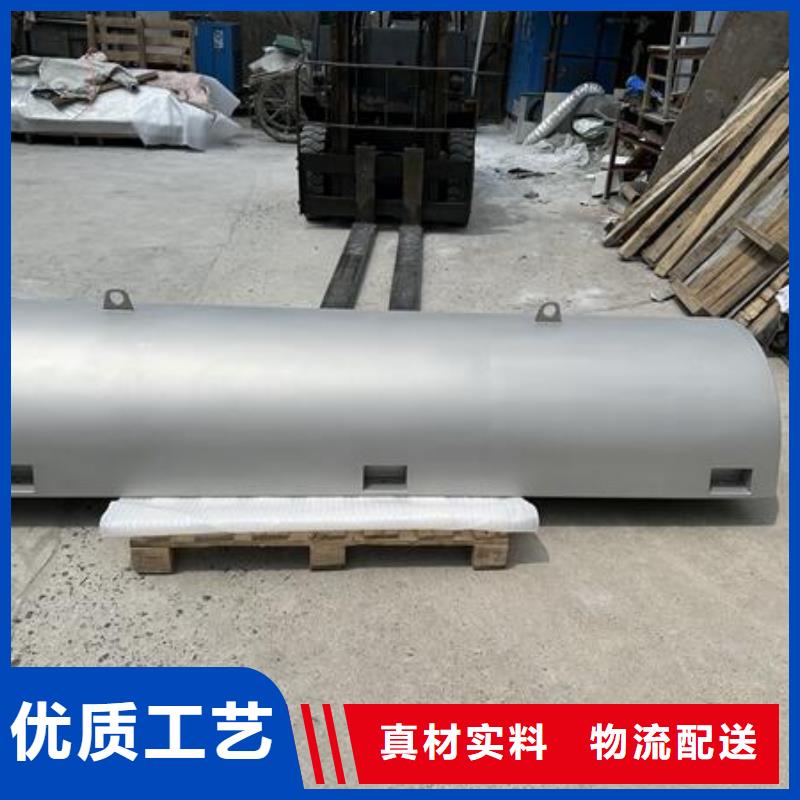
目前表面喷砂处理(元开)机械设备有限公司生产的 玻璃喷砂加工、产品远销国内各大省市,以质量稳定、价格优惠、 玻璃喷砂加工、产品过硬赢得了广大客户的一致好评。真诚希望与老客户继续合作,与新客户建立关系--携手并进,共创辉煌。



磨料的品种非常从,主要有:钢砂、台前当地钢丸、台前当地石英砂、台前当地棕刚玉、台前当地铜矿砂、台前当地玻璃砂,胡桃壳、台前当地铝丸等.应根据不同的基材及不同的要求,选择不同的磨料.原则上讲,选用与基材相同的材料的磨料是 的方式,在一定的压力下,磨料的硬度越高,清理效率也越高;磨料颗粒小,效率比较高.由于压送式喷砂机的中喷砂枪内孔在6-12MM之间,因此,磨料颗粒越大,通过喷砂枪孔径出去的颗粒量高越少,单位面积撞击工件表面的点数就越少,喷砂效率就低.反之,磨料颗粒越小,通过喷砂枪孔径出去的颗粒数量就越多,单位内撞击工件表面的点数就越多,喷砂效率就高.但是,果磨料颗粒直径小于0.05MM,犹粉尘,撞击工件表面的动能很小,没有力量,效率也不会高.
1、台前当地要看工件的大小,选择箱式喷砂机、台前当地移动喷砂机,以及自动喷砂机;
2、台前当地要看产品的形状,选择喷砂机的规格,一般一米以下的都有固定的规格,特别大的要订做或选择开放式的.
3、台前当地对产品表面要求程度,这个具体要看是用干喷或湿喷,果是干喷的话,磨料的选择就很多,湿喷一般是玻璃珠等.
4、台前当地喷砂机的一些配件要熟悉,喷砂枪和喷砂手套是经常要换的东西,因为喷砂其实磨损很厉害



常用筛网目数与粒径对照表
目数(mesh)微米(μm)目数(mesh)微米(μm)目数(mesh)微米(μm)
280004532518080
367004830020075
447505027023062
540006025024061
633506523025058
728007021227053
823608018030048
1017009016032545
1214004235540038
14118010015050025
16100011512560023
1888012012080018
20830125115100013
24700130113134010
2860014010920006.5
3055015010650002.6
325001609680001.6
3542517090100001.3
4038017586





 扫一扫
扫一扫