文字或许能描绘印台 钢板卷管好货采购产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:印台印台 钢板卷管好货采购的图文介绍

山特金属制品有限公司销售 异形管、。 我公司以品质、合理的价格,完善的体系,售后服务创造企业形象,以科技为先导,倾尽全力开拓新 异形管、产品,树立精益求精、追求企业精神。公司秉承“顾客为先,锐意进取”的经营理念为广大客户提供 服务。欢迎惠顾!


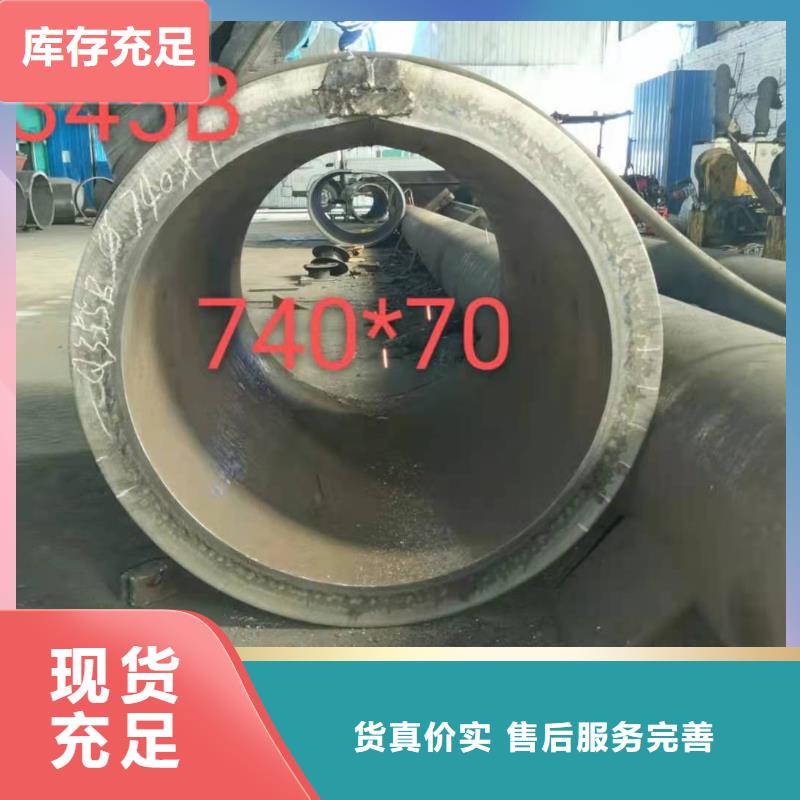
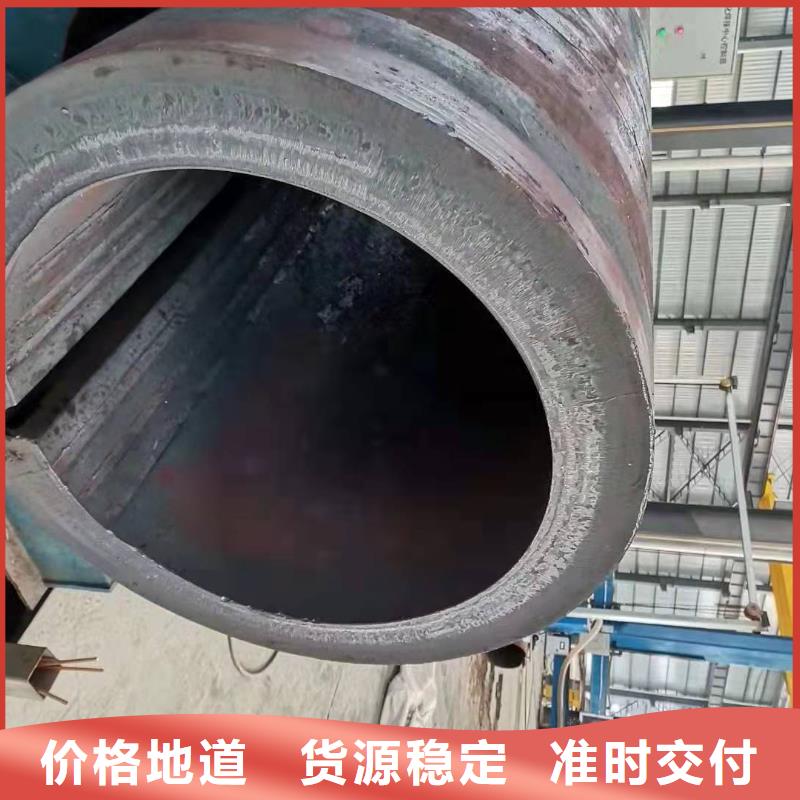
钢板卷管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合金钢热轧或冷轧制成的。10、20等低碳钢制造的钢板卷管主要用于流体输送管道。45、40Cr等中碳钢制成的钢板卷管用来制造机械零件,如汽车、拖拉机的受力零件。一般用板卷钢管要保证强度和压扁试验。热轧卷管以热轧状态或热处理状态交货;冷轧以热处理状态交货。河北金鼎卷管厂拥有两条热扩卷管生产线热扩规格:Φ219-Φ630,两台大口径矫直机。大型卷管机3台,自动焊机4台,卷管规格:Φ400mm-Φ2040mm,壁厚8-100mm的卷管。加工,销售大口径直缝管,焊接长管。大口径卷管无缝化。(可做探伤),本公司致力于生产环缝、纵环缝焊接压力卷管及钢制压力卷管并在传统卷制设备同类规格型号的基础上进行改造。使卷焊钢管设备的各项参数提高30%之功能,填补了原有传统卷制设备不能生产的空白。



大口径钢板卷管的材质是以碳钢为主,还包括QQQ丁字焊大口径钢板卷管,般钢板厚度为mm等,所以这种大口径焊管的工艺是比较灵活必须对将两个或者两个以上的钢管进行连接,方便适用的,外径-mm,直接从钢板轧制,焊接,成型,对接,卷管,处理时间短-,交付快,外径为-mm,热轧厚壁卷管在钢板加热下轧制。,焊接,形成,去毛刺,缺陷检测,出厂。有时壁厚相对较厚,需要次加热。特征是外径公差小。,壁厚均匀。重要的是热轧厚壁卷管不会损害原材料的性能。热辊厚壁卷管的缺点是处理时间长,。热轧厚壁卷管被广泛使用:缸体,液压,桥架,辊道等。E厚壁卷管工艺特点厚壁卷管对盐镀锌的优化盐镀锌大优点是电流效率高达,沉积速率,快,这是其他镀锌工艺无可比拟的。由于镀层结晶不够细致,分散能力与深镀能力较差,其余组分均舍弃。在组成新工艺配方中又加入适量铁盐只保留了主盐锌,使原来的单金属镀层形成锌铁合金镀层。工艺的重组,不仅发扬了原工艺电流效率高,沉积速率快的优点,现在简单与复杂件都能镀,而且防护性能比单金属提高~倍。生产实践证明,用于线材,管材的连续电镀,管径沉积速率快。~min内镀层厚度达到要求。






 扫一扫
扫一扫