我们的(博山)【当地】镀锌管6分镀锌管现货供应视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:博山(博山)【当地】镀锌管6分镀锌管现货供应的图文介绍
【当地】镀锌管6分镀锌管现货供应")
镀锌钢管分为冷镀锌钢管、热镀锌钢管,冷镀锌钢管已被禁用,后者还被 提倡暂时能使用。六七十年代,国际上发达 开始开发新型管材,并陆续禁用镀锌管。中国建设部等四部委也发文明确从2000年起禁用镀锌管作为供水管,新建小区的冷水管已经很少使用镀锌管了,有些小区的热水管使用的是镀锌管。热镀锌钢管在消防、电力和高速公路上有广泛的应用。
热镀锌钢管广泛应用于建筑、机械、煤矿、化工、电力、铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业。
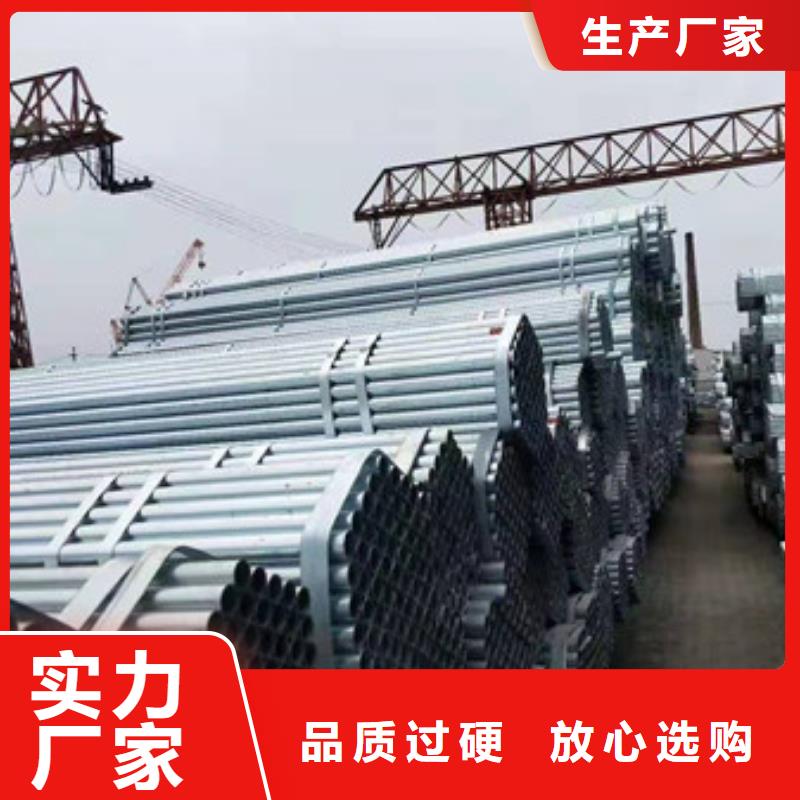
镀锌钢管 表面有热浸镀或电镀锌层的焊接钢管。镀锌可增加钢管的抗腐蚀能力,延长使用寿命。镀锌管的用途很广,除作输水、煤气、油等一般低压力流体的管线管外,还用作石油工业特别是海洋油田的油井管、输油管,化工焦化设备的油加热器、冷凝冷却器、煤馏洗油交换器用管,以及栈桥管桩、矿山坑道的支撑架用管等。
【当地】镀锌管6分镀锌管现货供应")
【当地】镀锌管6分镀锌管现货供应")
热镀锌方管是使熔化金属材料与铁常规反映而造成铝合金层,进而使常规和涂层二者紧密结合。热浸镀锌是先将无缝方管开展酸洗钝化,以便除去无缝方管表层的化合物,酸洗钝化后,根据氯铵或氯化锌溶液或氯铵和氯化锌混和溶液槽中开展清理,随后送进热浸镀槽中。热浸镀锌具备涂层匀称,粘合力强,使用期长等优势。热镀锌方管德无缝方管常规与熔化的镀液产生繁杂的物理学、化学变化,产生抗腐蚀的构造密不可分的锌一有色金属层。铝合金层与纯锌层、无缝方管常规融为一体。困穷抗腐蚀工作能力强。方方管,说白了就是说一种正方形管件,在当代家中工程建筑中是不可或缺的一种室内装修材料,在室内装修中的运用也十分普遍,那麼实际方方管有哪些特性和主要用途呢?方方管的评定方式 及其方方管的计算方法也是如何的呢?接下来小编就来为大伙儿实际详细介绍。
【当地】镀锌管6分镀锌管现货供应")
【当地】镀锌管6分镀锌管现货供应")
【当地】镀锌管6分镀锌管现货供应")
热扩散涂层:在水管表面的密封容器中,有一对锌的蒸汽。在这种情况下,在热离心机过程中形成的保护层是非常强大和平稳的,无论管道配置的复杂性,它几乎是不存在的。在焊接时有一种稀有的东西。镀锌管的服役期为15年,这是值得的,因为表面上没有锌光泽。
冷镀锌:这种方法适用于已经运行的沟通,并代表人工染料,含有锌、手工或气体。这是一个拥抱。这种涂层有时并不是热镀镀,但不需要拆卸,尽管机械的可持续性是不可思议的。以下是:在 种情况下,不超过5到6年,在第二种情况下,使用时间增加到7到8年。
镀锌钢管实际上是镀锌钢管。这主要是因为它增加了钢管的耐腐蚀性,因此它均匀地涂有一层锌。它可以防止其他化学物质如、水蒸气的侵蚀,并保护钢带。它是非破坏性的,有效地延长了其使用寿命。一般购买的钢带由镀锌钢管制造商卷成大量,所以在存放时要注意。
镀锌钢管存储注意事
镀锌钢管存储应该注意几点。 个是存储的位置。它不能放在露天,因为在露天,不仅会发生诸如盗窃等各种产品的安全,还会发生腐蚀问题。露天场地很容易受到各种极端天气条件的影响。大量的雨水或雨雪会 程度地侵蚀表面上的镀锌层,这可能会导致产品生锈。第二个是存储的细节。它不直接暴露在太阳光线下。需要冷却和干燥,不得与腐蚀性物品一起存放。
【当地】镀锌管6分镀锌管现货供应")
【当地】镀锌管6分镀锌管现货供应")
融拓金属材料有限公司以先进的生产设备,齐全的检测手段,雄厚的技术力量,科学的管理方法,生产高质量的 20A无缝钢管、产品。生产的各种系列 20A无缝钢管、产品通过国家有关检测机构的检测。
公司由一批在 20A无缝钢管、行业从业十几年的工程师、技术人员、生产员工、质量检测的技术队伍组成,并有一支高素质、富含经验的行业管理和销售团队。
【当地】镀锌管6分镀锌管现货供应")
【当地】镀锌管6分镀锌管现货供应")




 扫一扫
扫一扫